
轴流压缩机主机
1.1 原材料
1.1.1 依据采购《技术协议》核对供应商及原产地,审查原始质保书,并核对材料牌号、规格、热处理状态、化学成分、机械性能、无损检验等内容。
1.1.2 检查材料或毛坯外观质量、标识,并做好记录。
1.1.3 根据采购《技术协议》及数据表,核查制造厂对叶片、主轴、机壳、静叶承缸(或隔板)等主要零件的化学成分、机械性能、金相分析、无损探伤的复验结果;
1.1.4 需在制造厂内进行性能热处理的材料,必须以最终性能热处理数据为验收结果。
1.2 无损检验
1.2.1 无损检验验收按采购《技术协议》有关规定执行;
1.2.2 叶片
1.2.2.1 动叶片粗加工后应进行必要的超声波检查;
1.2.2.2动、静叶片精加工后应进行磁粉检查。
1.2.3 主轴
1.2.3.1 主轴毛坯粗加工后应进行超声波检查;
1.2.3.2 主轴精加工后应进行磁粉检查。
1.2.4 机壳
1.2.4.1 铸钢机壳毛坯粗加工后应对中分面进行着色检查;
1.2.4.2 机壳应力集中处应进行磁粉检查;
1.2.4.3 机壳上平衡管对接焊缝应进行射线检查;
1.2.5 静叶承缸(隔板)
1.2.5.1 静叶承缸(隔板)应力集中处应进行磁粉或着色检查;
1.3 消应力处理
1.3.1 验收按制造厂工艺规定;
1.3.2 主轴半精加工后应进行消应力处理,并进行残余应力检查。主轴的热稳定性试验按标准进行;
1.3.3 焊接隔板焊接结束后应进行消应力处理,对于Cr-Mo钢类材料,焊前应进行预热,焊后应及时消氢和消应力处理;
1.3.4 机壳、静叶承缸粗加工后应进行消应力处理;
1.3.5 铸造轴承座清砂后应进行消应力处理;
1.3.6 公用底座焊后应进行消应力处理。
1.4 几何尺寸
1.4.1 按制造厂图纸及工艺要求验收;
1.4.2 叶根尺寸应逐一进行检查;
1.4.3 主轴与联轴器、轴承配合尺寸应进行检查;
1.4.4 转子轴向定位尺寸及跳动应进行检查;
1.4.5 机壳、静叶承缸(隔板)水平中分面自由贴合间隙应进行检查。
1.5 外观检查
1.5.1 叶片、主轴、静叶承缸(隔板)、机壳等应进行有效标识;
1.5.2 所有零部件应进行毛刺和清洁度检查,合格后才能转入总装工序。
1.6 其它检查
1.6.1 转子残磁≤5高斯,机械电跳量≤6.4μm;
1.6.2 动叶片应进行测频,其避开裕度不得小于10%;
1.6.3 轴承座应进行煤油渗漏检查。
1.7 转子超速试验
1.7.1 超速试验转速应不低于最大连续转速的1.05倍,且持续时间不小于1分钟;
1.7.2 超速试验后应检查叶片外圆直径的变化,且应符合图纸要求。
1.8 转子动平衡试验
1.8.1 低速动平衡试验按制造厂图纸及工艺要求进行;
1.8.2 高速动平衡试验应在超速试验后进行,高速动平衡试验转速应为轴流压缩机的最大连续转速,且振动速度≤1.0mm/s。
1.9 机壳水压试验
1.9.1 机壳水压试验可根据压力不同分腔进行,试验压力应为最大设计压力的1.5 倍,保压时间≥30min,且无渗漏。
1.10 装配检查
1.10.1 按图纸及制造厂工艺规定;
1.10.2进入装配的所有零部件应进行清洁度检查;
1.10.3 机壳与静叶承缸(隔板)应进行同心度检查;
1.10.4 转子与机壳应进行同心度检查;
1.10.5 转子与静止部件应进行间隙检查;
1.10.6 转子与径向轴承应进行径向间隙检查,转子与推力轴承应进行轴向间隙检查;转子轴向应进行窜动量检查;
1.10.7 导向块应进行装配间隙检查;
1.10.8 静叶调节系统静态模拟试验检查。
1.11 其它外购件
1.11.1 联轴器、轴承、液力偶合器、静叶调节伺服机构等型号、原产地及供应商应与采购《技术协议》规定一致;
1.11.2 测温、测振、转速探头等主要监控仪表型号及原产地应与采购《技术协议》规定一致;
1.12 机械运转试验
1.12.1 试验前应进行以下检查
1.12.1.1 试验润滑油站过滤精度应≤10μm;
1.12.1.2 压缩机轴承应进行进油温度检查;
1.12.1.3 试验监测仪表数量要求:测振探头前、后轴径各2个,测温探头前后径向轴承各2个,推力轴承主、副推力面各2个,轴位移探头1个,转速表1个。
1.12.2 运转试验
1.12.2.1 升速速率为10%的最大连续转速;
1.12.2.2 最大连续转速稳定运行至少4小时;
1.12.2.3 转子未滤波的双振幅≤25.4μm,轴承温度≤85℃,回油温升≤28℃;
1.12.3 试验后应记录压缩机惰走时间和临界转速;
1.12.4 试验后应进行压缩机解体检查,转子与轴承、静止部件不允许有异常磨损及擦碰。
1.13 气动热力性能试验
1.13.1 按采购《技术协议》规定进行气动热力性能试验;
1.13.2 试验介质采用空气;
1.13.3在额定转速下,其额定点流量、额定点压力(或能量头)不允许有负偏差、额定点功率偏差应不大于额定功率的104%。
辅 机
2.1 润滑油及动力油系统
2.1.1 核对油系统PID图;
2.1.2油箱、高位油箱、油管道、油管道法兰、阀门等主要部件和构件材料应与采购《技术协议》规定一致;
2.1.3 主辅油泵、双联过滤器、油冷却器、调节阀及监控仪表等主要外购件供应商、原产地、技术规格应与采购《技术协议》规定一致;
2.1.4 油管路焊接应采用对接焊形式,且必须采用氩弧焊打底;
2.1.5油箱、高位油箱、油管路应进行酸洗钝化处理;并进行外观及清洁度检查;
2.1.6动力油站管路应进行压力试验:试验压力为设计压力的 1.5倍,保压时间≥15min;
2.2 油站运转试验
2.2.1 试验用油清洁度应符合相关规定;
2.2.2主、辅油泵(如为电机驱动)启动及运转应正常;
2.2.3 双联油过滤器、油冷却器手动切换时油压变化应符合规定要求;
2.2.4 运转试验1小时后,用100目滤网进行检查,无硬质颗粒清洁度为合格。
2.3 入口过滤器、消音器、导流栅
2.3.1核对供应商、主要材料、结构型式、技术参数、安装尺寸应与采购《技术协议》及图纸规定一致;
2.3.2承压部件无损探伤比例及验收级别按图纸或采购《技术协议》规定;
机组总装
3.1 压缩机与驱动机在公用底座上应进行冷态预对中,压缩机与驱动机转子的中心线偏差应符合图纸或工艺规定;
3.2 公用底座上的机组配管应进行检查,油管路焊接应采用对接焊形式,且必须采用氩弧焊打底焊接;回油总管应沿回油方向水平倾斜。
涂装与发运
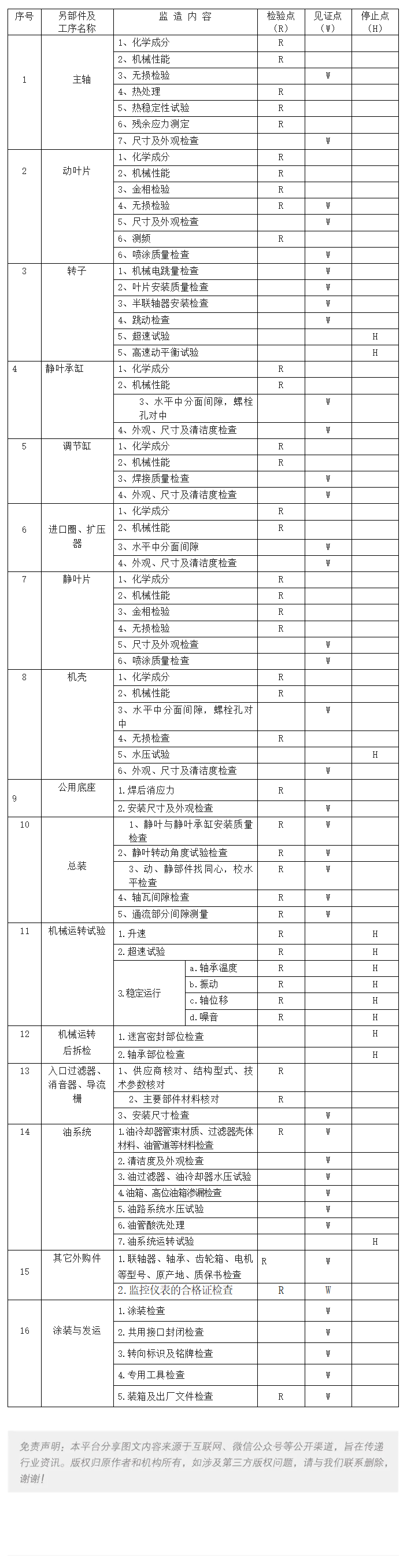
05 轴流压缩机监造主要控制点